特斯拉的一体化压铸,其实只有“七分熟”
本文来自微信公众号:远川汽车评论 (ID:yuanchuanqiche),作者:王磊,题图来自:视觉中国
3月初,在万众期待的特斯拉投资者日上,马斯克对一体化压铸技术只字未提。
这让外界多少有些意外,因为不久前,特斯拉还特意放出一张海报,背景是一面由密密麻麻的侧车身构成的背景墙。这张预热图一度让特粉以为,特斯拉要把最新的一体化压铸技术用在新一代车型上。
投资者日结束后,预期的落空带着A股本不乐观的一体化压铸指数继续下跌,跌幅已达8.5%。在港股上市的特斯拉压铸机供应商力劲科技更是首当其冲,当天跌了10%,3月至今股价已下跌15%。
从特斯拉公布一体化压铸时资本山呼海啸的支持,到如今二级市场人人持币观望,一体化压铸的处境为何会变得如此微妙?
一、生产革命:冲压焊接合二为一
时间回到2020年9月,马斯克首次宣布,将一体化压铸技术用于生产Model Y后车身底板的生产,并将逐步用2-3个大型压铸件替换整个车身底板370余个结构件,这种颇为大胆的做法为沉闷的整车制造打开了一种全新的思路。
过去,汽车工厂生产车身底板,通常需要经过冲压和焊接两个步骤,前者将数以百计的低碳钢板(或铝板)压成想要的形状,随后进入焊装车间焊成一个整体。整个工艺十分成熟,从福特的流水线时代,汽车车身大抵就按这种方式生产。
但随着智能电动车时代对汽车迭代速度和生产效率要求的提升,传统的生产方式开始显出短板:
1. 生产周期长,传统生产工艺为控制精度,每一个零部件的公差都必须严格控制,尤其是对于车身在内的结构件,通常要进行三轮匹配,才能固定标准,而这一过程耗时长达6个月[1]。
2. 仓储和土地成本高,汽车的白车身通常由300-500个零部件构成,这些零部件无论是从供应商采购,还是在冲压车间加工完成,都需要进行仓储管理,对于整车厂而言,又是一笔不小的成本。
3. 焊接工艺复杂,工人数量多,由于要将众多冲压件进行连接,汽车生产的四大工艺中,焊装车间的员工人数通常仅次于总装车间,设备数量更是达到其余三大车间总和的数十倍。除此之外,复杂的焊接工艺还经常是拖慢生产节拍的“罪魁祸首”[2]。
4. 原材料回收率不高,传统车身用料复杂,每个零部件对应的材料种类和型号都不同,导致材料的回收利用率只有70%左右。
对于将工厂视作核心产品,追求极限制造效率的马斯克,这些问题无疑是无法容忍的。特斯拉的经营理念是极致简化,干掉多余的生产步骤和零部件。
在2020年8月,特斯拉引入了一件利器——Giga Press(超级压铸机)。据说,马斯克这么做的灵感来自办公桌上的玩具车模型。
这台占地面积相当于1.5个羽毛球场,重达410吨的大型机器看似复杂,工作原理其实很好理解,有点像古代的青铜器浇铸,让加热成液态或半液态的高温金属进入模具,冷却定型后脱模,就得到了想要的形状。
这种工艺的优点,是能根据模具的设计生产出结构复杂的零部件。在传统汽车生产中,这种零部件通常需要冲压和焊接两步才能完成。
但缺点也十分明显,压铸涉及热加工,金属经过高温熔化再冷却必然出现热胀冷缩,导致生产出的零部件尺寸可能存在误差,应用场景有限。
在特斯拉之前,再大胆的车企也只敢用压铸工艺生产发动机缸体、变速箱壳体,铸铝塔顶和后纵梁等相对较小、强度需求较高的非结构件。
2018年上市的凯迪拉克CT6的车身曾被视为压铸工艺应用的巅峰之作,其利用铝压铸件将车身零件从227件减少到了31件,重量减轻了20%。
而特斯拉的创新之处在于扩大了技术的应用范围,成功将一体化压铸工艺用在了前、后车身底板这种大型结构件的生产上。
在这一过程中,特斯拉积累了许多压铸工艺与材料专属的know-how:
以压铸机为例,压铸件的大小直接与压铸机的锁模力相关(可以理解为能用多大的力锁紧模具),特斯拉后车身底板的投影面积超过1平米,而此前车企生产的压铸件最大也只有0.5平米左右。
听起来差距不大,但为实现这样的压铸效果,特斯拉2020年从力劲子公司意德拉定制了全球最大的压铸机,锁模力超过6000吨,在此之前,行业最大的压铸机锁模力只有4400吨[3]。
同时,为了防止大型压铸件在热处理过程中发生过度热胀冷缩,从而引起尺寸偏差,特斯拉还专门挖来苹果合金专家查尔斯·柯·伊曼(MacBook金属外壳的发明者)研发免热处理铝合金材料,这些材料既能用在特斯拉的电动车上,也能用在SpaceX的火箭上。
又由于免热合金缺少二次热处理,自然硬化的铝合金强度与传统钢材和铝材相比存在差距,于是,特斯拉重新设计了前、后车身底板的传力设计,巧妙地规避了缺陷。
截至目前,特斯拉在上海、柏林、德州、加州四座工厂里都引入了巨型压铸机,其中得州工厂分别实现了Model Y前、后车身底板的一体化压铸,只需要进一步压出CTC(电池到底盘)底盘的结构件(不含电池),就能实现马斯克三年前电池日上许诺的目标。
过去三年,特斯拉的产量从50万辆,飙升至137万辆,毛利率也从21%上升至25%。一体化压铸发挥的作用难以忽视,应用了一体化压铸后车身底板的Model Y,单车毛利率一度高达30%。
但这显然还不是特斯拉想要抵达的终局。
在今年3月初的投资者日上,马斯克给围观群众画了一个新饼,公布了一种名为“unboxed process”的生产模式,整个车身将由六个大的总成组成,每个部分仅以少数压铸件为基础进行拼装,最后像拼乐高一样组合在一起。
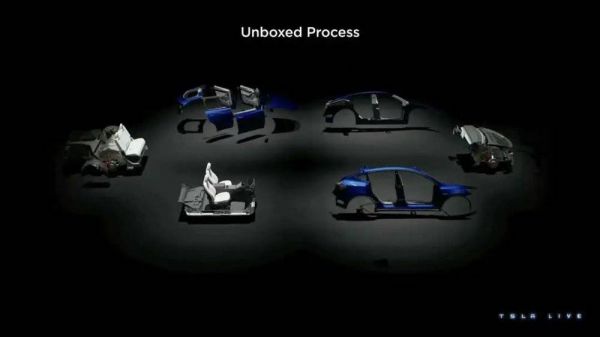
图/特斯拉
新的生产模式中,传统的焊接步骤将被大幅缩减,汽车的四大工艺很可能从冲压、焊装、涂装、总装的线性串联,演变成冲压、压铸并行,串联到涂装、总装的全新形态。
基于新的生产模式,汽车行业的工厂形态、生产节拍和人员组织都将被重新定义和梳理,这是一场真正的生产革命。
硬币的B面:极限工艺的得与失
理想越美好,现实往往越骨感。
去年7月底,推特上一组航拍照片显示,特斯拉德国柏林工厂外随意堆放着大量废弃的Model Y后车身底板废件,外媒报道称该工厂后车身底板压铸的废件率高达60%[4],因为压铸件达不到特斯拉的要求,柏林工厂被媒体嘲笑为“铸件坟场”。
这组照片意味着,即便是占据先发优势的特斯拉也无法保证参透一体化压铸的全部奥秘。
这是横亘在所有跟随者面前的一堵高墙。目前的一体化压铸,是一项实打实的极限工艺,而极限往往意味着高风险。
在制造业中,有个概念叫工艺设计空间,这个空间定义了各项工程参数的变动范围,在这个范围内任意调整参数也不会影响产品的质量。但当工艺逼近极限,工艺设计空间就会变得极其狭窄,各项工程参数的控制会变得非常严格。
一体化压铸就是如此,它的四大门槛分别是设备、模具、材料和工艺,任何一个环节出现问题,可能就会前功尽弃。
以模具密封性举例,一体化压铸需要采用真空压铸中密封性最强的超真空压铸(<50mBar),其压铸环境的气压需要达到30mBar以下,而传统的真空压铸气压只需要小于250mBar即可[5]。
模具是一方面,铝合金浇注系统更关键,铝合金溶液有着敏感的结晶时间段,如何在这个时间段内保证铝合金严丝合缝地浇铸到复杂模具的每一个角落也相当考验压铸厂和整车厂的工艺know-how。
除了掌握know-how,摆在整车厂和压铸厂面前的还有工艺的磨合问题。
当压铸机锁模力突破6000吨,达到9000吨以上时,压射系统、浇铸机构、油泵油路等所有零部件都需要重新设计,而整个压铸岛的零部件来自十多家供应商,对软硬件、工序流程、现场设计进行磨合的过程也极其复杂[3]。
这也使得完美的压铸机器和压铸件仅存在于数学概率中。
在业内人士看来,铸造必然有缺陷,用不用,用在哪儿,取决于整车厂的容忍度[6]。根据公开信息,国内广东鸿图、文灿股份,国外特斯拉的良品率几乎都在90%左右,与传统冲压件99%以上的良品率相去甚远。
而且,为了在成本上具备可行性,整车厂对一体化压铸良品的定义,也和过去对冲压件、小型压铸件的要求不同。根据行业工程师的说法,车企通常会对这类大型零部件进行结构分区,一些不影响结构安全和功能性的瑕疵会被放过,从而提升良品率[7]。
在车市物语的报道中,也有蔚来工程师提到,Model Y的后车身底板存在各种裂纹和气孔[8]。这些就是特斯拉在工程上接受了的缺陷,而无法接受这些缺陷的车企就必须接受更低良品率带来的成本损失。
在过去成本三五百元的小型压铸件上,车企通常会接受这种损失。但面对后车身底板这种成本3000元以上的大型压铸件[7],如果按照良品率90%,年产量10万件计算,车企在这一个零部件上额外付出的成本就达到3000万。
即使代价如此高昂,极限工艺也未必能带来极限提升。
一个反常识的结论是,一体压铸并不代表绝对的降本增效,甚至被众多研报吹捧的轻量化概念,也值得质疑。特斯拉Model Y的两代一体化后车身底板分别重54公斤与65公斤,相比之下,国内某自主品牌同部位分体全铝部件仅重42公斤[3]。
导致这种尴尬情况的原因在于,免热处理的铝合金在强度上存在先天不足,而强度不够就需要厚度和重量来凑。
另外,在一些情况下,压铸模具会刻意做宽一些结构中较窄的部分,因为现有工艺下,较窄部分铝合金溶液进入时阻力较大,产生缺陷的概率会直线上升,但做宽这部分就能提升一体化压铸的良品率。
在车企眼中,这部分多出来的质量被视作“无效减重”,会转化成原材料和电池上的成本,限制了一体化压铸带来的降本效果。
超高门槛:爆款和高端,缺一不可
对于绝大多数车企来说,一体化压铸在当下的投入产出比都需要被重新估量。
三年前,特斯拉的应用让一体化压铸进入了公众视野,在特斯拉之后,有不少整车厂开始跟进一体化压铸的研究。但时至今日,国内真正和特斯拉一样实现后车身一体化压铸的仅有蔚来ET5、极氪009、高合HiPhi Z等少数车型。
许多车企仍在观望一体化压铸真正的效果,除了考虑到上述投入产出比的问题,还有一个原因是特斯拉的一体化压铸采用的是In-House的生产模式。
传统汽车研发,整车厂与供应商共同研发出的技术往往只在限定期内具备独有性,随着供应商对外供货,整车厂和供应商的人才流动,其他整车厂迟早也会掌握这项技术。尤其在国内汽车产业,技术上几乎没有秘密,而且后来者跟进的成本极低。
但在In-House生产模式下,特斯拉一体化压铸的know-how很难外溢。由于工艺环节繁多,技术复杂,每个工程师只掌握几项工艺,导致除非将特斯拉的压铸团队整个挖走,否则即使能采购到同样的设备,跟进者也需要将特斯拉踩过的坑重新踩一遍[7]。
典型如蔚来,去年就因为文灿股份压铸件的供应问题,导致了ET5和ET7的减产。
退一万步说,即使解决了工艺的难题,一体化压铸也并不适合所有车企,因为一体化压铸的优势在于提高生产节拍,而并非降低成本。
极致高效的背后,是零部件在通用性和灵活性的缺失。
整车厂采购大型压铸机器通常只用来生产一种压铸件,不同车型必须要用不同模具,换句话说,Model Y的后车身地板不可能用在Model X/S上,甚至连尺寸差异不大的Model 3也适配不了。
此外,因为大型压铸件的模具动辄重达百余吨,需要动用起重机进行更换,更换一次模具再启动生产需要耗费10-12个小时,而常规冲压工艺更换模具只需要2-3分钟。在这段时间里,如果一台压铸机不间断运转,能生产200-240个压铸件。
整车厂如果不想浪费压铸机的效率,就必须保证有一款足够爆款的车型来消化压铸机的产能,需要有多爆款呢?
根据电动汽车观察家援引业内人士观点,一次性连续生产5000(10天)-20000(30-40天)件,才是一体式压铸大型结构件比较经济的规模[3]。
按照10天5000件的规模门槛来看,一年比较经济的产量大约是18万件,假设压铸的是后车身底板这样一辆车一件的大型零部件,那么就需要保证这款车型一年的产量大于等于18万台。
我们不妨将门槛放低一点,去年在中国销量超过10万辆的爆款新能源车包括五菱宏光MINIEV、比亚迪秦/宋/汉/元/海豚、特斯拉Model 3/Y、埃安Aion Y。
那么问题来了,这么多爆款,为什么只有Model Y用上了一体化压铸呢?
根本原因在于,Model Y是里面卖得最贵,同时又是卖得最好的电动车,因为一体化压铸需要的铝材比钢材贵了不止一点点,只有用在高端爆款电动车上才是性价比最高的,这本“技术账”才算得过来。
也正是因为沉没成本太高,国内像“蔚小理”这些不差钱的新势力们虽然表面上都在跟进这项技术,但没有草草地选择in-house模式,而是选择和Tier1零部件公司共同研发来降低试错风险。
参考资料:
[1] 一体压铸技术:特斯拉的制造革命,建约车评
[2] 特斯拉一体化压铸:革谁的命?高新南七道
[3] 汽车变乐高,一体式压铸是汽车制造的终局吗?电动汽车观察家
[4] Tesla's Mega Castings Are Not Working Well for Giga Gruenheide: Over 60% of Rejects,autoevolution
[5] 一体化压铸降本增效,行业浪潮将至,民生证券
[6] 特斯拉一体压铸带来成本降低,为什么传统汽车主机厂此前没有类似尝试?JackyQ的汽车漫谈
[7] 特斯拉压铸:偷工减料还是大胆创新?孤岛车谈
[8] 一体化压铸:工业神话or资本泡沫?车市物语
[9] 汽车制造的世界尽头,就是一体压铸了?Autocarweekly
[10] 被神话的“一体压铸”,和马斯克没说的秘密,深途
本文来自微信公众号:远川汽车评论 (ID:yuanchuanqiche),作者:王磊
相关推荐
钛媒体科股早知道:特斯拉宏图计划或发布新款低价车型,一体化压铸渗透率加速提升成降本必然趋势
钛媒体科股早知道:打造“电力高速公路”,这一新基建领域成风光大基地的重点配套工程;特斯拉引领一体化压铸浪潮,国内厂商纷纷跟进
这家公司,被称为「特斯拉打印机」
从学徒到出师,中国电动车压铸的三次升级
钛媒体科股早知道:新能源车掀起降价潮,一体压铸技术是汽车成本下降的“秘密武器”
2月23日A股分析:创业板指涨0.23%,一体化压铸概念走强
五分熟牛排安全么?有些食物不煮熟,真会被寄生虫钻肚子
马斯克跳了两支舞,特斯拉重塑了N个市场
36氪独家|宁德时代加紧研发电池底盘一体化,引入华为汽车BU智能车控总经理蔡建永
被康师傅今麦郎旺旺盯上的“熟水”,会是一门好生意吗?
网址: 特斯拉的一体化压铸,其实只有“七分熟” http://m.xishuta.com/newsview68576.html